Причины могут понизить производительность труда
Низкая производительность труда в России: кто виноват и что делать?
К сожалению, в низкой производительности труда повинен и наш менталитет. «Безусловно, есть, в частности, культурный и исторический контексты, которые могут влиять на эффективность работы, — поясняет гендиректор агентства делового туризма „Аэроклуб“ Юлия Липатова. — В России это, конечно, советское наследие, из-за которого у значительной части населения пропала внутренняя связь не только с правами индивидуума, но и с личной ответственностью за общий результат. В Европе члены общества ощущают на себе не только блага, которые „даруются им государством“, но и общую ответственность за то, в каком обществе они хотят жить и что готовы для этого делать».
Как это проявляется на уровне сотрудника, рассказывает гендиректор агентства PR Partner Инна Анисимова. «В США в агентстве LEWIS каждый сотрудник в течение года не менее 50 часов обучается, — рассказывает Анисимова. — Как результат, один из этих сотрудников ведет восемь клиентов (каждый приносит от 10 тысяч до 20 тысяч долларов в месяц), так как оптимизировал свою работу. Но если в США такие сотрудники норма, то в России это может восприниматься не как прекрасный способ повышения своей зарплаты, а как ненужная нагрузка. Поэтому в тот же час работы человек делает меньше на 20–80%. Отчасти потому, что люди не понимают технологию работы, отчасти потому, что не хотят расти».
О том, что у сотрудника может отсутствовать желание пройти дополнительное обучение по профессии внутри компании или за ее пределами, говорит и HR-директор компании TalentTech Яна Савченко. Однако тут надо учитывать такой момент. Для российского человека характерен полный рекрутерский нигилизм, считает Сурен Айрапетян. «Нет веры в системный подход к трудоустройству, нет веры в то, что рост компетенций и знаний приведет к росту заработной платы, — говорит он. — В результате подавляющее большинство сотрудников не занимаются личностным развитием, не стремятся выполнять обязанности эффективно и быстро. В России эффективность труда не пользуется интересом у подавляющего большинства людей. Никто не верит в справедливость работодателя и его ответственность».
Компетенции и эффективность специалистов в России сегодня сильно зависят от профессии и сферы экономики. «Производительность труда в ретейле РФ сравнима с ведущими странами Европы, при этом производительность труда в жилищном строительстве очень низкая», — говорит управляющий партнер Rebridge Capital Сурен Айрапетян. «Как представитель IT-компании я могу сказать, что уровень квалификации в сфере IT в России за последнее время вырос, но при этом специалистов все еще мало», — отмечает HR-директор Яна Савченко. Более эффективна, например, и сфера делового туризма. «Наш бизнес — низкомаржинальный. И если наша прибыль — это 1% от оборота, то мы можем расти и развиваться только в том случае, если вся команда работает на результат», — поясняет гендиректор агентства «Аэроклуб» Юлия Липатова. Различаются показатели эффективности труда и по географическому признаку. «Самыми эффективными регионами являются Республика Саха и Тюменская область, а самые низкие показатели производительности труда — в регионах Западно-Каспийского района, Дагестане и Калмыкии», — приводит данные партнер практики стратегии и операционной эффективности Althaus Group Герман Шеховцев.
Источник
Основные причины снижения производительности труда — Экономика
1.3 Основные причины снижения производительности труда
В результате проведенного анализа были выявлены следующие причины снижения производительности труда:
Основной причиной является изготовление в текущем периоде изделий, запланированных в производственной программе предыдущего.
Технологические не состыковки. В цехе наблюдается частое обновление номенклатуры продукции (3-5 новых изделий ежемесячно). Опытно-промышленная партия составляет до 1000 шт., а объем производства от 10000 до50 000 шт. Точно определить технологические параметры производства 1000 изделий для производства 10000-50000 изделий очень трудно. Иногда деталь при таком большом объеме просто «не идет».
Предприятие в основном оснащено отечественным оборудованием, надежность которого не всегда соответствует требованиям производства. Чем больше партия изготавливаемых изделий, тем чаще оборудование выходит из строя.
Человеческий фактор также оказывает влияние на сбои в выполнении производственной программы. Отгулы, прогулы, невыходы по болезни, всевозможные внеплановые переходы на другие рабочие места не учитываются при формировании производственной программы, так как их невозможно предусмотреть. Еще одним важным фактором является невыполнение норм, которое может быть следствием поломки оборудования или завышенных норм.
Поломка оснастки из-за дефектности, из-за выработки своего ресурса, из-за неопытности, халатности наладчиков. Изготовление и поставка новой оснастки требует больших финансовых и временных затрат.
Некоторое несоответствие технологических параметров изделия технологическим параметрам производства. Предположительно, оказывает влияние «узкое место» производства.
Для устранения или снижения влияния этих причин на сбои в производительность труда необходима хорошая отработка изготовления изделий; увеличение серийности производства, внедрение автоматизированных рабочих мест; создание резервов при формировании производственной программы и т.п.
2. Мероприятия по увеличению производительности труда и их экономическая эффективность
2.1 Выявление «узкого места» производства и предложения по решению проблемы его расширения
В настоящее время планируется ввести в эксплуатацию участок по производству прессованных прутков и профилей. Ввод этого участка позволит цеху производить электротехнические изделия из своего сырья.
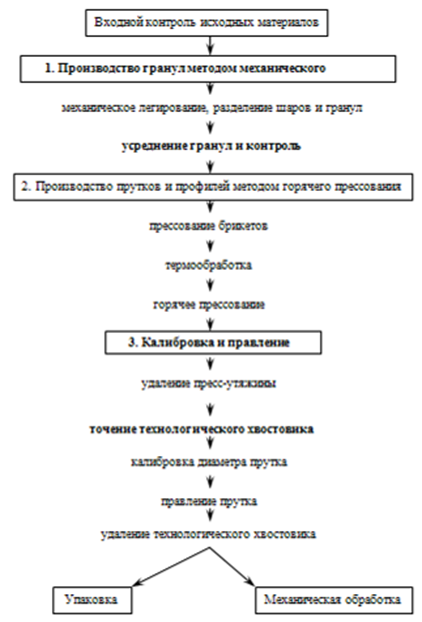
Технологический процесс производства прессованных прутков и профилей выглядит следующим образом (схема 5):
Производство гранул дисперсно-упрочненной меди методом механического легирования:
приготовление шихты заключается, в основном, во взвешивании составляющих шихту компонентов на соответствующем оборудовании. Все компоненты шихты ссыпаются в один общий металлический противень и транспортируются на участок механического легирования;
механическое легирование включает в себя: загрузку реактора, установку его в аттритор, выгрузка реактора из аттритора, закрепление на кантователе и пересыпание на сито, отделение шаров от гранул, транспортировка гранул к участку усреднения в накопительный контейнер;
усреднение и контроль свойств гранул заключается в перемешивании, определении гранулометрического состава и насыпной плотности (в смесителе должно быть не менее 100 кг. гранул);
Производство прутков и профилей методом горячего прессования:
процесс прессования брикетов заключается в объемной или весовой дозировке исходных материалов и их прессования на соответствующем оборудовании;
термообработка брикетов заключается в нагреве их до определенной температуры, выдержке при данной температуре с последующем охлаждении на воздухе;
нагрев и горячее прессование- это непосредственное прессование прутка;
3. Калибровка и правление прутка
законцовки отрезают с двух сторон прутка до полного удаления пресс-утяжины (визуально);
технологический хвостовик точат с одной стороны прутка в соответствии с операционной картой;
диаметр прутка калибруют на волочильном стане;
правят пруток на токарном стане;
технологический хвостовик прутка отрезают на абразивно-отрезном станке (визуально);
часть прутка идет на упаковку в виде готовой продукции (не более 40 кг.), а часть на дальнейшую механическую обработку.
Как видно, основными структуроопределяющими операциями технологического процесса являются: производство гранул методом механического легирования; производство прутков и профилей методом горячего прессования; калибровка и правление прутка.
Освоение участка прессованных профилей началось около трех лет назад. Все три структуроопределяющие операции территориально разобщены и осваивались в разное время.
Освоение производства гранул дисперсно-упрочненной меди методом механического легирования началось с 1998 года. Эта операция требует большой точности, так как от полученной шихты зависят химические и физические свойства прутков.
Операция производства прутков и профилей методом горячего прессования отрабатывает технологию с 2008 года. С I квартала 2009 года участок удалось запустить во временную эксплуатацию.
Схема 5. Технологический процесс по производству прутков и профилей.
Калибровка и правление прутка освоена с 2009 года. Цех по производству порошковых изделий закупал пруток на стороне для дальнейшей механической обработки (производство изделий электротехнического назначения). Эта, уже освоенная часть участка, потребовала меньше всего обоснований и расчетов, так как работала в полную мощность уже давно.
Потребность в прутке была определена как 18,5 тонн в год. Перед нами стояла задача определить пропускную способность каждой технологической операции, на основе расчетов.
Для начала необходимо было провести фотографию рабочего дня, чтобы на основе фактических данных определить объем работ, выполняемых рабочим, рассчитать точное время на выполнение основных технологических операций, попробовать найти возможные резервы времени, и определить с помощью каких мероприятий их можно устранить.
Участок по технологическому принципу был разбит на три рабочих места. Для наиболее полного исследования фотографию рабочего дня мы начали с первой операции технологического процесса
С 12 по 14 августа 2009 года была проведена фотография рабочего дня шихтовщика (производство гранул дисперсно-упрочненной меди методом механического легирования).
Исходные данные: работа проводиться в одну смену; продолжительность смены 7,2 часа; обеденный перерыв с 12.00 до 12.48; технологический перерыв 40 минут в смену. По технологи приготовления шихты рабочий выполнял следующие действия: взвешивание навесок, загрузка реактора, выгрузка реактора. Работа шла на трех аттриторах, время работы одного аттритора 70 мин.
В результате проведенной работы были получены следующие усредненные фактические данные:
время на навески составило 1ч.24мин., что составляет 19,5% от смены;
время на загрузку, выгрузку аттритора составило 3ч.50мин., что составляет 53,5% от смены;
Итого, общее время работы рабочего составило 5ч.15мин. (73% от смены).
простои рабочего по технологическим причинам составил 53 мин. (12,5% от смены);
в смену было сделано 9 замесов по 1,5 кг. каждый, с учетом безвозвратных потерь(0,5%) это составило 13,43 кг.
время работы каждого аттритора в смену составило 3ч. (48,6%).
Были выявлены следующие особенности: рабочий много времени простаивает, т. к. еще не подошло время разгрузки аттритора (особенно в начале смены, когда он одновременно включает три аттритора, время простоя доходит до одного часа); технологический перерыв в цехе установлен с 10.00 до 10.20, и с 14.00 до 14.20, для шихтовщика время на технологический перерыв включено во время вынужденного простоя. На полный цикл получения гранул рабочему надо в среднем 1 час для работы аттритора и 25-30 минут для его разгрузки и загрузки.
15,16,19 августа 2009 года была сделана фотография рабочего дня прессовщика (производство прутков и профилей методом горячего прессования).
Исходные данные: работа проводиться в одну смену; продолжительность смены 7,2 часа; обеденный перерыв с 12.00 до 12.48; технологический перерыв 40 минут в смену. По технологи производства прутков рабочий выполнял следующие действия: прессование брикетов, термообработка, горячее прессование. Из-за удобства рабочего и особенности технологического процесса изготовление одного прутка нельзя было проследить от и до. То есть в одну смену рабочий прессовал брикеты, в другую подвергал их термообработке, в третью проводил горячее прессование.
В результате за три смены было спрессовано 150-165 прутков. Один брикет весит 1,4 кг., это соответствует весу полученного прутка. Итого для производства прутков необходимо в сутки 70-80 кг. шихты.
С 20 до 22 августа 2009 года была проведена фотография рабочего дня волочильщика (калибровка и правление прутка). Исходные данные те же. Рабочий выполнял следующие действия: удаление пресс-утяжины; точение технологического хвостовика; волочение; выправление на токарном стане. В результате за смену он правил 50-55 прутков.
Данные исследования о производственной мощности участка можно свести в таблицу 9:
Таблица 9
Производственная мощность участка.
| Название технологической операции | Данные о производственной мощности, полученные на основе фотографии рабочего дня | |
| кг. В сутки | шт. в сутки | |
| 1. Производство гранул методом механического легирования | 13,43 | 13,43 |
| 2. Производство прутков и профилей методом горячего прессования | 70-80 | 50-55 |
| 3. Калибровка и правление прутка | 70-80 | 50-55 |
Из таблицы видно, что производство гранул методом механического легирования является «узким местом» в технологической цепочке производства прутка, а остальные две структуроопределяющие операции вполне соответствуют объему производства в 18,5 тонн в год.
70-80кг. ´ 21-22 смены ´ 12 месяцев = 17640 до 21120 кг. в год
К тому же усреднение гранул и контроль их свойств, требуют наличия в бункере не менее ста килограмм шихты.
Необходимость увеличения производства гранул очевидна, причем необходимо радикальное увеличение практически в 6 раз. Это требует серьезных и значительных мер.
Были выявлены следующие резервы увеличения объема производства и предложены мероприятия по их использованию:
Прежде всего, необходимо выяснить причины простоя (12,5%) и сократить его до минимума. Простой вызван тем, что во время работы аттриторов рабочему нечего разгружать. Особенно это проявляется в начале смены, ближе к обеденному перерыву и в конце смены.
Для сокращения перерывов в начале и в конце смены необходимо выводить рабочих в три смены, с так называемой «передаточной партией» (т.е. рабочий, приходя на смену: начинает разгружать «чужой» реактор; выключает «чужой» реактор; сразу включает реактор или перед тем как передать смену). Для сокращения перерывов в обеденное время можно: включать аттритор перед тем как уйти на обед. После окончания работы аттритора неразгруженный реактор может находиться в нем долгое время, и это не оказывает влияния на свойства гранул, значит, если перед обедом нет возможности его разгрузить, то он может подождать. Необходимо рационально организовать работу аттриторов.
Время на приготовление навесок составляет почти 20% сменного времени (9 навесок). При увеличении объема производства гранул, количество навесок так же увеличится. При более рациональном режиме работы аттритора мы сможем увеличить количество замесов с 9 раз до 12, т.о. время на навески должно быть увеличено в 1,33 раза (20% ´ 1,33 = 26%). Для решения этой проблемы можно передать выполнение этой операции другому шихтовщику в шихтовке. Это очень ответственная работа, требующая большой точности. От приготовленной навески зависят свойства прутка и изделий из него.
В аттриторе используется реактор, объемом 30 литров. Это позволяет загружать в него 1,5кг. шихты и получать 1,492кг. гранул (потери 0,5%). Можно использовать реактор объемом 40 литров. Это позволит загружать в него 2,3 кг. шихты и получать 2,288кг.
Исходя из трех сменного режима работы шихтовщиков и освобождения их от приготовления навесок, мною предложен следующий режим работы аттриторов (табл.12).
При таком режиме работы аттриторов мы сможем достигнуть следующих результатов:
полностью соблюдаются все регламентированные перерывы;
количество замесов увеличивается с 9 раз до 12;
работа оборудования в смену возрастает с 48,6% до 64,8%;
загрузка рабочего увеличивается с 73% до 83%;
простои рабочего снижаются с 12,5% до 7,2%.
До предложенных нами мероприятий время включения и отключения аттриторов определял сам рабочий и записывал в журнал учета. Рассчитанный новый режим работы аттритора мы предлагаем ввести как обязательный ориентир для работы шихтовщика.
Работа на аттриторах физически тяжелая, и внезапное повышение загрузки рабочего до 83% (если к этому прибавить 9% на технологический перерыв, то загруженность приближается к 100%), при достаточно жесткой регламентации работы, может привести к негативным последствиям (например, к увольнению, и последующими трудностями найма на такую тяжелую работу новых рабочих). Для избежания подобных последствий рекомендуем материально стимулировать работника за столь резкое увеличение объема работ.
Материальное стимулирование может быть: за счет увеличения тарифной ставки (но это очень сложно, т.к. тарифная ставка единая для всего ОАО «Уралэлектромедь»); за счет повышения разряда рабочего (это более приемлемый вариант).
Таблица 10
Режим работы аттриторов
| Порядковый номер аттритора | Примерное время включения аттритора | Примерное время выключения аттритора |
| Работа в первую смену | ||
| аттритор №1 | 08.30 | 09.40 |
| 10.10 | 11.20 | |
| 12.50 | 14.00 | |
| 15.00 | (16.10) | |
| аттритор №2 | 08.30 | |
| 9.00 | 10.10 | |
| 10.40 | 10.50 | |
| 13.20 | 14.30 | |
| 15.30 | (16.40) | |
| аттритор №3 | 09.00 | |
| 9.30 | 10.40 | |
| 11.50 | 13.00 | |
| 13.50 | 15.00 | |
| 16.00 | (17.10) | |
| Работа во вторую смену | ||
| аттритор №1 | 16.10 | |
| 16.40 | 17.50 | |
| 18.20 | 19.30 | |
| 20.50 | 22.00 | |
| 22.30 | 23.40 | |
| аттритор №2 | 16.40 | |
| 17.10 | 18.20 | |
| 19.40 | 20.50 | |
| 21.20 | 22.30 | |
| 23.40 | (00.30) | |
| аттритор №3 | 17.10 | |
| 17.50 | 19.00 | |
| 20.00 | 21.10 | |
| 21.50 | 23.00 | |
| 00.00 | (01.10) | |
| Работа в третью смену | ||
| аттритор №1 | 00.30 | 01.40 |
| 02.10 | 03.20 | |
| 04.50 | 06.00 | |
| 06.30 | 07.40 | |
| аттритор №2 | 00.30 | |
| 01.00 | 02.10 | |
| 03.40 | 04.50 | |
| 05.20 | 06.30 | |
| 07.20 | (08.30) | |
| аттритор №3 | 01.10 | |
| 01.40 | 02.50 | |
| 04.00 | 05.10 | |
| 05.50 | 07.00 | |
| 07.50 | (09.00) | |
Примечание: (время)- когда аттритор должен выключить рабочий следующей смены.
Такой режим работы аттриторов является производственной программой и обязателен к исполнению.
В результате проведенного исследования нам необходимо выяснить смогут ли все выше предложенные мероприятия увеличить производственную программы по выпуску гранул дисперсно-упрочненной меди или нет.
Расчет будет выглядеть следующим образом. Исходные данные:
количество замесов в смену – 12 раз;
количество смен в месяце 21-22;
вес одного замеса 1,5 кг. – 0,5% безвозвратные потери = 1,492 кг. (при объеме реактора 30 литров);
работа в три смены.
Раздел: Экономика
Количество знаков с пробелами: 65373
Количество таблиц: 22
Количество изображений: 8
Источник
Отчего в России такая низкая производительность труда?
Сегодня вопросу производительности труда в стране уделяется огромное внимание, однако не всем понятно значение этого словосочетания.
Производительность труда – это показатель, который отражает значение продукции, произведенное за единицу времени. Чем больше работник сделал за 1 час, тем выше производительность труда. От этого выигрывают все. Предприятие, на котором трудится работник, больше зарабатывает. В бюджет страны поступает больше налогов. Из полученных средств государство может выделить больше средств на выплату пенсий и пособий
К сожалению, сегодня Россия не может похвастать высокой производительностью труда. Об этом свидетельствуют многочисленные исследования. Например, согласно расчетам ОЭСР, у нас показатель производительности труда находится на уровне 26,5 долларов. Это одно из самых низких значений среди всех стран-членов организации, куда входят свыше 35 ведущих государств мира.
Переосмыслив показатель производительности или эффективности труда. Не считая численного значения количества произведённой продукции или предоставленных услуг в единицу времени, оценить различия в разных системах не составит сложности. Соотнося вложенные усилия и отдачу за труд, мы можем оценить производительность труда у нас и в действительно развитых странах.
В успешных странах люди работают меньше часов, нежели чем принято в России, а производительность труда у них выше. Что из этого следует понять и какие сделать соответствующие выводы?
В странах развитого капитализма оплата труда людей гораздо выше, чем в нашей стране. Следовательно, и труд в целом там оценивается боле значительно. Цена выпущенной продукции или предоставленных услуг в единицу времени получается выше, а из этого следует, что там производительность труда выше.
Низкая производительность труда в России упирается в маленькую оплату труда.
В то же время не оплата труда, а жалование или денежное содержание высшего менеджмента и олигархов, куда выше зарплаты любого человека. Но они ничего не производят, а если и оказывают услуги в единицу времени, то исполнения этого и не дождёшься. Вот так и оттуда производительность труда падает.
А взять банки, живущие на ссуде капитала. Они считают, что предлагают населению и бизнесу продукты, которые стоят немалых денег, пусть и в виде процентов учётных ставок. Ничего не производя кроме бумаг для мусорной корзины, банки наживаются на населении и снижают общий уровень производительности труда во всех оценках.
Так что, рассматривая производительность труда как таковую, можно только разводить руками и удивляться, почему всё обстоит так плохо. Видимо необходимо отказываться от подсчёта валового продукта, как предлагает Премьер-министр и изобретать иную оценочную систему, чтобы реабилитировать производительность труда.
На западе уже отказались от ВВП и оценивают эффективность производства по иным формулам. С учётом того факта, что практически всю продукцию широкого потребления производят в поднебесной, производительность труда бессмысленно считать в России. Импортозамещение в связи с санкциями, выливается в замену китайской продукции на товары из поднебесной. Это мало что изменит, если вообще окажет влияние на производительность труда в России
Успехов Вам и процветания!
Мне будет приятно, если Вы нашли что-то полезное в моей статье. Всем желаю словить Дзен ⚪
Подписывайся на мой канал и будь на Рабочей волне. ♒
Источник