Что может быть причиной прожога
Содержание статьи
Прожог сварного шва: причины, из-за чего это происходит
Прожог сварного шва: причины, из-за чего это происходит
Прожог сварного шва является серьезным дефектом сварки, который ухудшает не только внешний вид металлических изделий, но и становится причиной их разрушения. Чтобы не допустить прожога металла при сварке, важно знать, из-за чего именно он образуется и как можно повлиять на данный процесс.
Прожог — это сквозное или частичное отверстие в металле. Образуется данный дефект по разным причинам, но в основном из-за ошибок касательно выбора сварочного оборудования и материалов, а также неправильных настроек режима сварки. Рассмотрим в данной статье сайта про сваркуmmasvarka.ru, что такое прожог сварного шва, и как его не допустить при сварке тонкого металла.
Причины возникновения прожогов при сварке
Основные причины из-за чего образуется прожог в металле, связаны вот с чем:
- Осуществляется ручная дуговая сварка слишком тонкого металла;
- Неправильно подобранный диаметр и электроды для сварки;
- Выставлены не те значения сварочного тока на инверторе;
- Неправильно подобран режим сварки (способ сваривания заготовки и её расположение, а также другие моменты, например, скорость сварки, слишком короткая или длинная дуга);
- Металл не успевает охлаждаться в процессе сварки.
Все вышеперечисленные нюансы, так или иначе, влияют на появление прожогов.
Чтобы не допустить возникновение данного дефекта при сварке металлов, нужно обладать определенным опытом и знаниями.
Как не допустить прожог сварного шва
Основная доля прожогов металла при сварке приходится на ошибки связанные с регулировкой сварочного аппарата. Завышенные значения тока, непременно приведут к тому, что на тонком металле образуются сквозные дыры и подобные им дефекты.
Рассчитать сварочный ток для какого-то конкретного случая, можно по очень простой формуле, где L=KD (D это диаметр электрода, K коэффициент). Нужно вместо D подставить используемый диаметр электрода.
Что касается значений коэффициента, то оно может варьироваться в пределах 25-60. Для сварки металла в нижнем положении, рекомендуется выбирать значение коэффициента в пределах 30-35, для другого способа сварки, немного ниже.
Кроме того, предотвратить прожог сварного шва помогут нижеприведённые советы:
- Если нужно варить тонкий металл, то используйте сначала прихватки;
- Не отводите электрод быстро вверх, из-за чего возникнет мощная сварочная дуга, которая приведёт к прожогу тонкого металла;
- Варите постепенно, давайте металлу остывать. Лучше варить «короткими перебежками», что также исключить прожог;
- По возможности охлаждайте заготовку;
- Правильно настройте сварочный аппарат и четко соблюдайте выбранный режим сварки.
Многое из вышесказанного приходит только с опытом. Поэтому не стоит удивляться и «грешить» на сварочный аппарат, мол, тот некачественной сборки и прожигает металл. В большинстве случаев виноват именно сварщик, ну и значительная часть проблем уходит тогда, когда «рука набита» и ты знаешь что делать.
Как убрать прожог металла при сварке
Убрать прожог в металле можно, однако, процедура эта непростая и осуществляется за несколько отдельных этапов. Для начала стоит проанализировать дефект, а без его зачистки, удаления шлака и т. д., здесь уже не обойтись. Поэтому берём шлифмашину и хорошенько зачищаем дефектное место, которое нужно заново заварить.
Второй этап, это подваривание прожога. Во время его выполнения необходимо заполнить отверстие расплавленным металлом, после чего, опять же, проинспектировать его, и если требуется, то снова зачистить. Наиболее трудно исправить прожог сварного шва на угловых соединениях. Здесь приходится сначала защищать одну сторону (внутреннюю), а затем вторую, и только после этого можно приступать к исправлению своих косяков.
Еще статьи про сварку:
Источник
Прожог сварного шва: причины появления, способы избавления
Внешние и внутренние дефекты ухудшают технические свойства готовых металлических изделий. Важно знать, что называют прожогом, каковы причины его появления и как исправить ситуацию.
Причины появления дефекта
Прожог – это дефект в виде сквозного отверстия в сварном шве. Он возникает в силу объективных и субъективных причин.
К первой группе относят естественные свойства металлов, которые влияют на качество конечной работы. Проблему можно предотвратить, если отнести материал в лабораторию. Там выдадут заключение о его естественных свойствах.
Ко второй группе относят весь перечень характеристик, связанных с процессом проведения сварки. Это оборудование, выбранные материалы, сила тока и иные причины.

В каком случае точно возникнет прожог
Причина появления 90% прожогов – завышенная сила сварочного тока, поэтому важно установить ее правильно. Рассчитывается по формуле:
I = kd, где k – коэффициент, а d – диаметр электрода. Если вы варите трехмиллиметровым электродом, то вместо «d» поставьте цифру «3», в других случаях действуйте по аналогии.
С коэффициентом сложнее, так как его значения разнятся от 25 до 60. Опытные сварщики рекомендуют выбирать диапазон от 30 до 35. Если вы варите в нижнем положении, то применяйте коэффициент от 33 до 35. При использовании другого пространственного положения оптимальное значение – 30-32.
Было проведено два эксперимента:
| Ситуация | Результат |
| Сила тока – 160 А, сварщик пытается лучше расплавить кромки. | Прожог шва возникает почти сразу. |
| Сила тока в пределах нормы – 110 А. Но сварщик медленно ведет электрод. | При медленном ведении прожога не происходит. Дефект возникает при опускании электрода в сварочную ванну. |
Рекомендуется проверять силу тока на отдельной пластине перед работой над основным изделием.
Подробно о том, как правильно выбрать сварочный ток и диаметр электрода, можно узнать тут.
Как обнаружить дефект
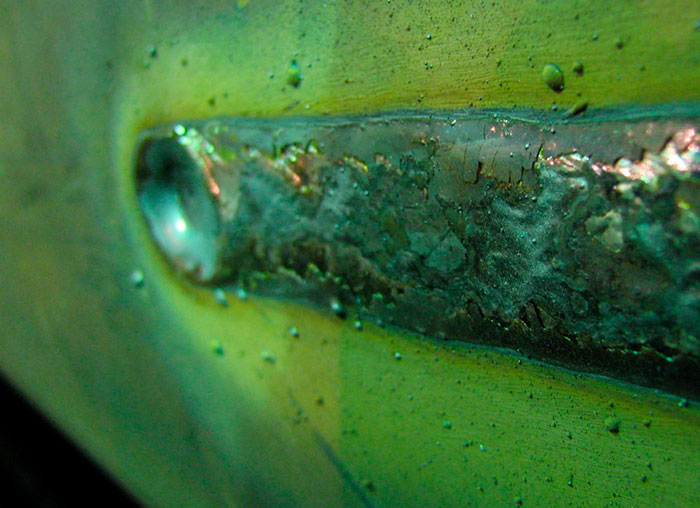
Прожог не всегда заметен невооруженным взглядом. Для обнаружения мелких дефектов используют капиллярный контроль шва. Пенетранты — первая часть выявления прожога.
Капиллярный метод контроля качества сварки эффективен для прожогов до 0,5 мм. Алгоритм действий следующий:
- Очистите поверхность изделия перед нанесением пенетранта.
- Нанесите тонкий слой для выявления дефектов. Он моментально проникнет в трещины.
- Подождите несколько минут.
- Вновь воспользуйтесь очистителем. Уберите с поверхности излишки компонента.
- Нанесите проявитель. Проникая в дефектные зоны и подсвечивая их, проявитель визуализирует изъяны сварки.
Есть и другие методы выявления дефектов. Ультразвуковая диагностика и намагничивание выявят все проблемные места и помогут выстроить дальнейший алгоритм действий.

Как предотвратить прожог
Любой дефект негативно влияет на технические свойства металла, поэтому исключите возможные причины его появления:
- Используйте исправное оборудование.
- Убедитесь в квалификации специалиста, если работа поручена ему.
- Не нарушайте технологический процесс. Сверяйтесь с технической документацией, правильно подбирайте оборудование для сварки и сопутствующие материалы.
Самые частые причины нарушения технологического процесса – неправильный выбор длины дуги и несоблюдение параметра тока оборудования, с помощью которого ведутся работы.
Как убрать прожог
Устранение прожогов – двухэтапная процедура. Сначала нужно зачистить шов, затем – заварить заново. Приступая к работе с шлифовальной машинкой, закручивайте круг руками, так как во время движения он затянется сам. Если использовать ключ, то неопытный сварщик может повредить машинку.
Возьмите лепестковый круг, зафиксируйте его. Сначала осуществите грубую очистку, затем проработайте мелкие детали.
Не нужно сильно давить на место зачистки. Прижимайте шлифовальную машинку к изделию собственным весом. Усилия прилагайте лишь в том случае, когда перемещаете ее вдоль или поперек металла.
Если вы будете сильно вдавливать машинку, на изделии появятся зарезы, толщина стенки уменьшится, а инструмент со временем испортится.
Подробнее об устранении дефектов сварки можно почитать здесь.
Следующий шаг – подваривание места прожига. Заполните пустоты сваркой и повторите зачистку. Иногда дефект может остаться, в таком случае проделайте процедуру снова.
Угловые швы зачищать сложнее, так как часто возникают зарезы. Поэтому вначале нужно зачистить одну сторону, затем перевернуть шлифовальную машинку и повторить действие на другой стороне плоскости. Обязательно водите инструмент по кругу для появления небольшого скругления.
Для получения идеального шва используйте наждачную бумагу или напильник.
С какой проблемой сталкиваются сварщики
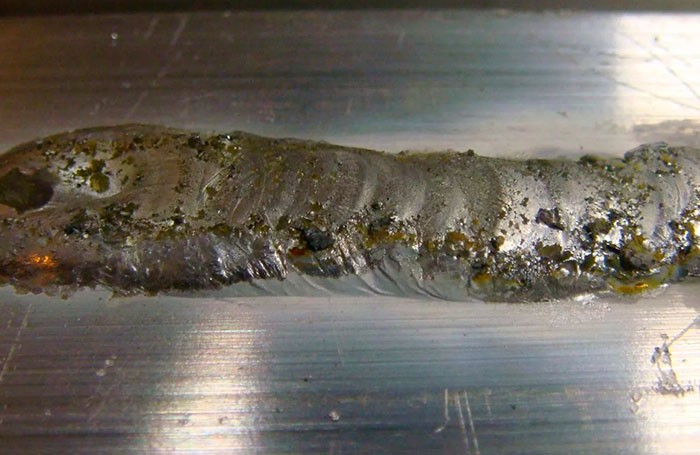
Наряду с высоким током сварщики допускают другую проблему – слишком большую дугу. Когда вы начинаете варить, большое расстояние между электродом и пластиной заставляет металл растекаться по сторонам, происходит нерасплавление сварочной ванны.
В ходе эксперимента была выяснено, что при работе дуга не гасла, но шов не формировался. Он получился неравномерным, а шлак плохо отделялся. Вывод: если вы будете вести электрод с одинаковой скоростью по шву, то получится металл, который просто лежит на поверхности.
Во избежание такой проблемы длина дуги должна быть 2-3 мм. Даже если вы будете держать электрод под прямым углом, высока вероятность появления прожога.
Другая ошибка сварщиков – неравномерное передвижение электрода при работе над изделием. Оно приводит не только к прожогу, но и к неравномерной форме шва, несплавлению, подрезу (так называется небольшое углубление на месте сплавления шва с металлом).
Правильный подбор режима сварки и техника выполнения сварных швов – гарантия отсутствия любых дефектов, в том числе и прожогов. Если вы начинающий сварщик, то стоит ознакомиться еще и с информацией для новичков. Благодаря ей можно достичь хороших результатов в работе.
[Всего: 0 Средний: 0/5]
Источник
причины появления, способы избежания прожога
Сварочные работы предусматривают в ряде случаев отклонения от проектной документации, где возможно появление дефектов, и прожог сварного шва относится к одним из таких дефектов общего вида. От возникновения брака, даже если соблюдены все технические условия, не застрахован никто, вместе с этим есть эффективные методы, направленные на устранение видимых дефектов доступными современными методами.
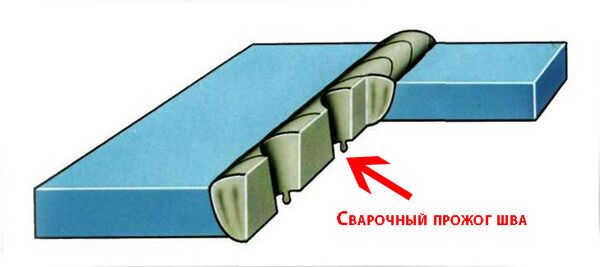
Внешний вид сварочного прожога
Причины возникновения прожога
Сварочные работы сопровождаются различными мероприятиями, где в конечном итоге могут возникнуть как объективные, так и субъективные причины, вызывающие прожог сварочного шва. К объективным причинам относят естественные свойства металлов, которые в разной степени могут повлиять на качество работы. К субъективной природе относят все характеристики, связанные с технологическим процессом проведения сварки- оборудование, сопутствующие материалы и т.д. в какой-то мере, оправдать появление причины прожога сварного шва со стороны сварщика можно лишь только по объективным признакам, да и то, лаборатории дают заключение о свойствах металла, о которых сварщик должен знать перед началом производственных работ.
Учитывая нормативные и регламентные положения, даётся единственное правильное определение возникновения дефекта, где прожог сварного шва это комплекс взаимоисключающих факторов, которые ухудшают технические свойства свариваемых металлических изделий.
- Неправильный режим подготовки для свариваемых поверхностей.
- Несоответствие или неисправность технологического оборудования.
- Неверный подбор класса флюсов или защитных газов, которые стали основой появления причин прожога.
- Низкая квалификация специалиста – сварщика.
- Нарушение технологического процесса сварки, в частности отклонение от технической документации, неверный подбор сварочного оборудования, а также сопутствующих материалов.
Последняя категория имеет несколько обоснований, позволяющие увидеть только на фото прожог сварного шва, где специалист и надзорные структуры делают соответствующее технические заключение и рекомендации. Нарушение техпроцесса вызвано несоблюдением параметра тока сварочного оборудования, неверный выбор длины дуги и др.
Разновидности дефектов
Согласно общим принципам и положениям технологии, связанные со сварочным оборудованием выделяют две разновидности возникновения дефектов:
- Внешние. Это видимые дефекты, которые можно увидеть невооружённым глазом. К таким дефектам относятся непровары, а также прожог сварного шва.
- Внутренние. К этим типам относятся трещины, сколы, напряжение, поры, которые можно выявить лабораторным путём.

Для каждой системы выявления дефектов разработаны собственные правила и режимы, которые имеют регламенты, разработанные государственными стандартами.
Прожог, как внешний дефект сварного шва
Теперь вызнаете, что такое прожог сварного шва, это внешний дефект сварочных работ, который виден невооружённым глазом. Данный дефект появляется исключительно в режиме сквозного проплавления, с последующим вытеканием металла жидкой форме, через образовавшееся сквозное отверстие. При данном дефекте, с обратной стороны возможно появление эффекта натёка. Как правило, прожог является следствием работы на большом токе, а также, если есть место появления большого зазора между рабочими обрабатываемыми кромками металла. К появлению дефекта может привести также медленная скорость перемещения электрода в рабочем процессе; неестественная толщина рабочей подкладки; неплотное прилегание к плоскости взаимодействия.
Для устранения возникшей проблемы, необходимо уменьшить рабочую силу тока, а также увеличить скорость перемещения электрода (чрезмерная скорость не допускается, так как могут появиться подрезы, часто также вызывает дефекты свариваемой поверхности). Не последнее место занимает качество обработки и подгонки кромок, которые задействованы в работе. Соблюдаем режим работы электрода и не допускаем расплавления металла путём выплёскивания из ванны рабочей формы.
Как выявляются дефекты прожога сварного шва
Для определения состояния дефекта сварного шва, а также для устранения возникновения причин, рекомендуем придерживаться определённых правил:
- Внешний визуальный осмотр, обмер места возникновения дефекта.
- Проведение технологического испытания непроницаемости.
- Выявление дефектов специальными приборами.

Внешний признак появления прожога сварочного шва
Внешний принцип осмотра состояния дефектов производится после полной очистки поверхности. Поверхность необходимо очистить от видимых изъянов – шлака, наплавления, имеющихся брызг металла и т.д. Место разрыва проверяем при помощи режима соответствия, используя специальные рабочие шаблоны.
Для задачи испытания дефекта непроницаемости, используем задачи по выявлению пор, трещин, сквозных непроваров. Прибор позволяет также выявить внутренние дефекты и определить степень повреждения для определения варианта устранения проблемы.
Второй конечный вариант выявления дефектов предусматривает следующие технологические операции:
- Просвеченные приборами, позволяющие выявить дефекты при помощи гамма-лучей радиоактивных изотопов или при помощи традиционной схемы рентгеновского излучения.
- Намагничивание. Используя специальные инструменты и приборы, методом намагничения можно определить проблемные места и выявить дальнейшие действия.
- Ультразвуковая диагностика. Выявление дефектов при помощи ультразвукового оборудования.
- Засверливание. В некоторых случаях, в местах прожога делается дополнительное просверливание, для улучшения дальнейшей работы или для определения исправления дефекта.
«Обратите внимание,
что дефект не угрожающая ситуация при проведении сварочных работ, иногда требуется допуск дефекта для того, чтобы можно было улучшить технические и конструкционные свойства металла.»
В процессе работы сварщик должен знать все нюансы и шаги, которые предваряют возникновение дефекта, а также шаги, пути и возможности устранения неисправности.
Как правило, квалифицированный сварщик знает, что сила тока, используемая для различных типов сварочного оборудования, может играть важную роль при возникновении дефектов, в том числе, такого как прожог. В ряде случаев это не критично, но необходимо устранить возникший дефект путём снижения скорости сварки, применения дополнительных конструкционных материалов и технологий. В проектных документациях с использованием сварочных технологий обязательно указываются вероятность возникновения дефекта, а также пути их устранения согласно нормативным положениям ГОСТ.
Источник
Дефекты сварных швов и соединений
Металлоконструкции, сваренные из металла, востребованы в разных сферах жизнедеятельности. Однако во время выполнения сварочных работ могут возникать разного рода дефекты сварных швов. Они сокращают возможный срок службы соединения и снижают уровень безопасности готового изделия.
Виды дефектов сварных швов
Все допуски по размерам шва регламентированы требованиями ГОСТа для каждого из видов сварки. Любые отклонения показаний от утвержденных нормативов принято считать дефектами. Они могут быть последствием ошибок в процессе как подготовки, так и выполнения сварочных работ.
Большинство изъянов сварочного соединения отрицательно сказываются на его прочностных характеристиках. Все дефекты делятся на три группы:
- наружные. Основными показателями являются неправильная форма стыка, трещины, наплывы, кратеры, подрезы шва, прожоги и прочие визуальные признаки, которые можно обнаружить на поверхности. Они видны при тщательном визуальном осмотре и только некоторые можно заметить с первого взгляда;

- внутренние. Дефекты представляют собой неполное или неравномерное сплавление металлов, трещины или пористость в структуре, наличие посторонних включений – шлак, оксид, неметаллические примеси; другие, находящиеся внутри шва, изъяны;
- сквозные. Трещины, подрезы, прожоги и прочие повреждения, которые носят сквозной характер и видные с обеих сторон.
Любые дефекты являются основанием для выбраковки работы и должны быть устранены. Это правило особенно актуально для металлоконструкций несущего плана – каркасов, рам, обрешеток и т.п. Они должны быть сварены безупречно, чтобы выдерживать предполагаемые нагрузки. В противном случае конструкции могут служить источником опасности для окружающих.
Классификация дефектов сварных соединений
Далеко не в каждом случае получается добиться идеального качества сварного соединения. При желании можно найти отклонения от установленных требований. Полностью классификация сварных соединений изложена в пунктах ГОСТа 30242-97. Документ содержит информацию обо всех возможных изъянах. Из них можно выделить часть, которые чаще других встречаются при контрольном осмотре соединительных стыков.

Трещины
Наибольшее негативное влияние на качество сварного шва оказывают трещины. Потенциально они наиболее опасны, поскольку могут стать причиной быстрого разрушения всей конструкции, что в свою очередь может привести к трагедии.
Появляются трещины по разным причинам:
- стыки расположены неправильно;
- место сварки было резко охлаждено;
- неправильно подобраны расходные материалы;
- металл кристаллизировался вследствие избыточно высокой температуры.

По способу образования трещины могут быть продольными, поперечными или радиальными, а по размеру принято различать макро- и микротрещины. Вне зависимости от вида, причин и способа образования трещина является недопустимым дефектом.
Подрезы
Визуально изъян представляет собой продольное углубление с наружной части шва. Из-за подреза уменьшается сечение шва и образуется внутреннее напряжение соединения. Прочность такого шва вызывает большие сомнения. Основная причина образования дефекта – завышенный показатель сварочного тока. Чаще всего подрезы характерны для горизонтальных швов.

Наплывы
Избыточный расплав натекает на поверхность заготовки, остывает и образует ложный валик. Это наплыв, не имеющий прочного сплавления с рабочей поверхностью. Чаще всего дефект образуется при горизонтальной сварке стыковых или угловых швов. Причиной их образования является недостаточный прогрев основного металла, из-за избытка присадочного материала или окалин на кромках стыкуемых поверхностей.

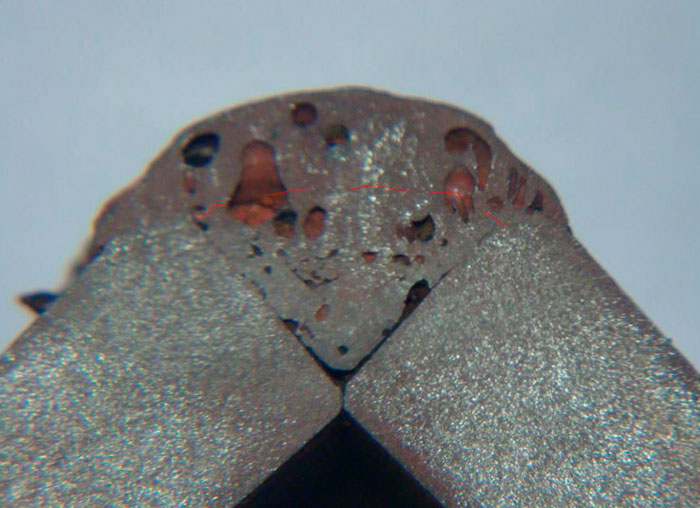
Прожоги
Изъян представляет собой сквозное отверстие, которое образуется из-за вытекания металла из сварочной ванны. Как правило, из обратной стороны образуется наплыв. Провоцирует прожог слишком медленное перемещение электрода по линии стыка, слишком большой ток, недостаточная толщина прокладки или же неплотное ее прилегание, большой зазор между деталями.

Непровары
Если между швов и основным металлом есть участки, где видно несплавление между ними, то это непровар. То есть, основной металл не прогрелся как следует, чтобы образовать с расплавом единое целое. Такой дефект сильно понижает прочностные характеристики соединения и все конструкции в целом. Причиной непровара может быть слишком высокая скорость перемещения электрода, плохая предварительная подготовка кромок, присутствие окалины, ржавчины и прочих загрязнений на поверхности соединяемых заготовок.

Кратеры
Небольшие углубления в сварном валике образуются в результате разрыва сварочной дуги. Изъяны приводят к уменьшению поперечного сечения стыка, что снижает степень его прочности. вторичная опасность кратера заключается в том, что его дно может иметь дополнительные рыхлые включения, приводящие к появлению трещин.
Свищи
Изъяны представляют собой поверхностные дефекты в виде полостей. Они снижает прочность стыка и дополнительно опасны тем, что могут провоцировать образование трещин. Свищи характеризуются произвольной формой, могут образовываться как на внешней стороне, так и на внутренней.

Поры в сварном шве
В процессе сварки могут образовываться наполненные газами поры. Причиной их возникновения являются разные загрязнения на поверхности заготовки, высокая скорость перемещения электрода, слишком высокое содержание углерода в присадочном материале.
Посторонние включения
Качество шва значительно снижается из-за посторонних включений – шлаковых, флюсовых, оксидных, вольфрамовых и прочих. Основной причиной, которая их вызывает, является неправильно выбранный режим сварки.
Причины возникновения дефектов сварных швов
Любой дефект образуется вследствие определенного фактора. Существуют разные причины образования дефектов сварного шва:
- во время работ применялись некачественные расходные материалы;
- не соблюдалась технология выполнения сварочных работ;
- низкого качества металл, используемый для создания сварной конструкции;
- неисправность оборудования или некачественная его работа;
- неправильно выбранный режим сварки;
- допущены технологические ошибки из-за низкой квалификации специалиста.
Чтобы получить металлоконструкцию высокого качества, требуется строгое соблюдения технологических параметров и норм сваривания, привлекать к работе специалистов с достаточным уровнем квалификации.

Методы выявления дефектов
Для выявления дефектов сварного шва применяются разные методы:
- замеры стыков и визуальный осмотр;
- проверка соединений на герметичность;
- поиск дефекта с использованием специальных приборов;
- лабораторные испытания образцов на прочность.
Визуальное определение качества сварного шва выполняется только после тщательной очистки его поверхности от шлака, устранения разных загрязнений и застывших брызг металла. Проверяются размеры, форма, наличие дефектов – прожогов, свищей, трещин, кратеров и прочих изъянов.
Благодаря испытаниям на герметичность удается определить наличие или отсутствие дефектов трубопроводов – пор, трещин, непроваров. На герметичность конструкции проверяются такими способами:
- обдувание воздухом;
- наполнение водой под давлением;
- обработка керосином.

При обнаружении дефекта требуется дополнительная обработка с целью его устранения.
Способы устранения дефектов сварных соединений
Вне зависимости от задействованного оборудования – инвертор, классический аппарат, трансформатор и прочее – образование дефектов не исключено. Принято различать так называемые допустимые и недопустимые дефекты сварки. В зависимости от типа и сложности изъянов определяется пригодность готового изделия к эксплуатации.
Не допущенные к использованию конструкции направляются на доработку. Каким способом будет устраняться дефект, зависит от типа изъяна:
- прожог заваривается после тщательной зачистки сварного соединения;
- подрезу устраняются путем наложения тонкого наплава по всей длине их образования;
- участок с трещиной рассверливается, тело шва вырубается, поверхность зачищается и обезжиривается. После этого углубление заваривается;
- непровары вырезаются и повторно завариваются;
- свищи и кратеры устраняются по одной схеме. Прежде всего все вырезается до основного металла. После этого стык варится по-новому;
- наплывы следует аккуратно срезать, проверив при этом есть ли непровары;
- деформированные участки выравниваются прогревом или же механическим путем;
- любой из дефектов, подразумевающий наличие посторонних включений, устраняется путем вырезания шва (участка) и наложением нового.

В случае, когда в процессе контроля обнаруживаются дефекты технологического характера соединений труб, то исправление выполняется одним из методов:
- механическим путем без сваривания;
- механическим путем в сочетании с завариванием дефектного участка;
- вырезание участка трубопровода, содержащего технологический дефект;
- шов полностью удаляется и стык проваривается по-новому.
Прочность и герметичность сетей газоснабжения восстанавливается дуговой сваркой. Применение газосварочных установок не допускается.
Методы контроля сварных соединений
Само собой разумеется, что любые дефекты сварного соединения увеличивают риск разрушения конструкции. Чтобы такую вероятность свести к минимуму, следует внимательно проверять качество сварных соединений. Весь процесс выполняется поэтапно:
- предварительный. Проверяется качество металла и расходных материалов;
- контроль в процессе выполнения сварочных работ. Постоянно проверяется режим сварки, работа оборудования, осматриваются и измеряются швы. В случаях, когда обнаруживаются отклонения от стандартов, дефекты сразу исправляются;

- прием готовой конструкции. Визуальным осмотром определяется наличие внешних изъянов. При необходимости проводятся лабораторные и испытательные проверки.
Применяемые сегодня методы контроля делятся на две группы – неразрушающие и разрушающие. Для выявления дефектов готовых конструкций применяются, как правило, неразрушающие методы контроля:
- визуальный осмотр;
- проверка ультразвуком (дефектоскопия);
- контроль при помощи магнитного поля;
- дефектоскопия цветная;
- дефектоскопия радиационная;
- дефектоскопия капиллярная;
- контроль на проницаемость;
- другие методы.

Разрушающий контроль используется в отношении отобранных для этого образцов. Он позволяет установить параметры прочности сварного шва и зоны термического влияния. В контроле задействованы химические, механические и металлографические методы проверки.
Источник